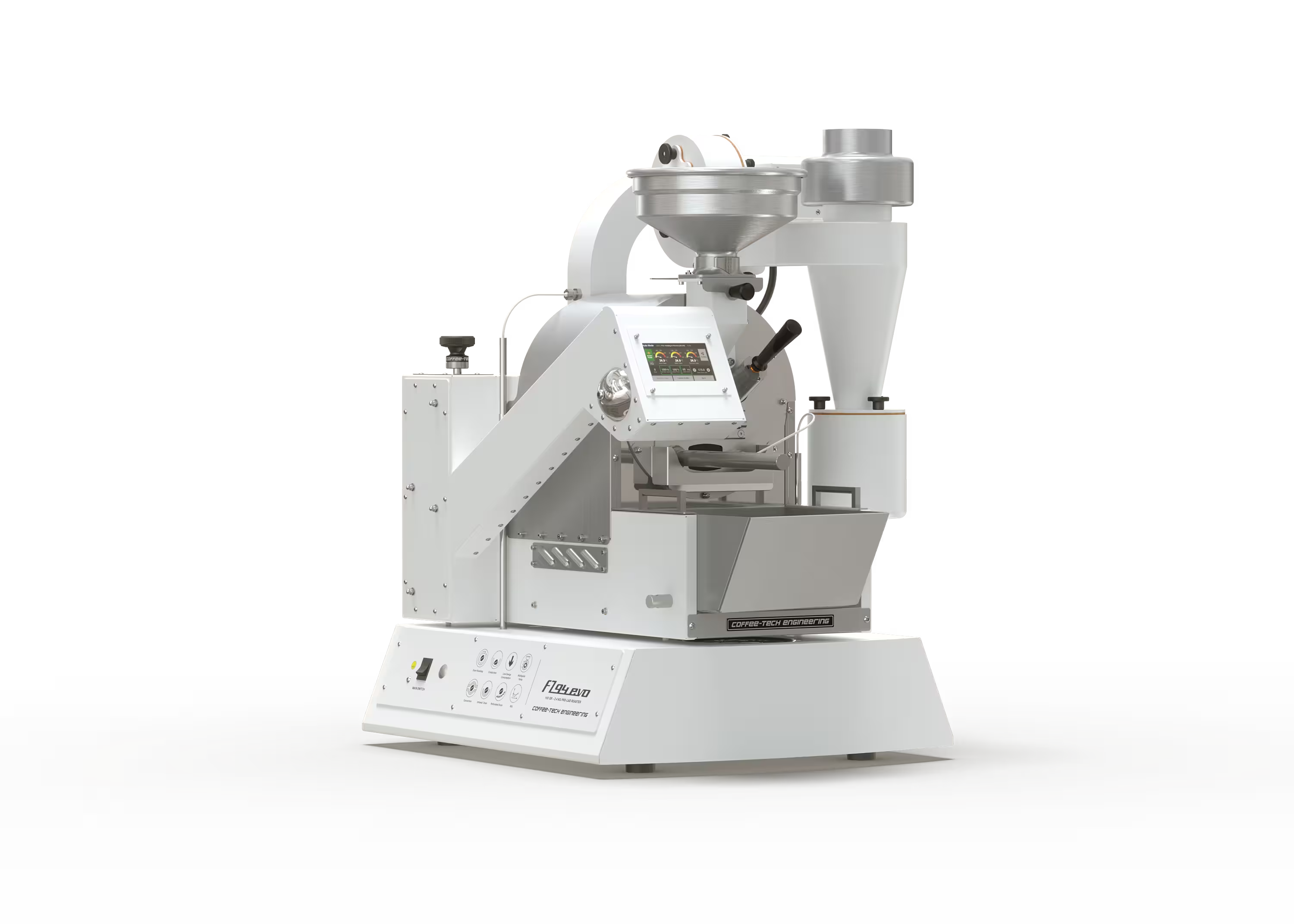
Industrial power meets environmental responsibility. The Ghibli R90 Industrial Afterburner is a heavy-duty, direct-fired thermal oxidizer engineered specifically for large-batch coffee roasting. Designed to handle the intense exhaust volumes of industrial production, this unit ensures your facility remains smoke-free and compliant with the strictest environmental regulations without compromising the precision of your roast.
At the core of the Afterburner is a high-performance, direct-fired thermal oxidizer built for continuous industrial cycles. This system is engineered to neutralize the massive volumes of volatile organic compounds (VOCs) and particulates generated during large-batch roasting, ensuring that even at peak capacity, your exhaust remains invisible and odorless.
Equipped with a safe, stable, and highly efficient CE-approved gas burner, the Afterburner provides the consistent thermal energy required to incinerate hazardous gases. By maintaining a clean, dedicated flame, the system significantly reduces NOx and Carbon Monoxide emissions, providing an eco-friendly solution for high-output roasting facilities.
Large-batch roasting demands perfect airflow consistency. Our Fullflow engineering ensures that the afterburner adds zero back-pressure to the R90’s exhaust system. This allows the roaster’s aspiration to function exactly as intended, preserving the integrity of your industrial roasting profiles while the smoke is treated externally.
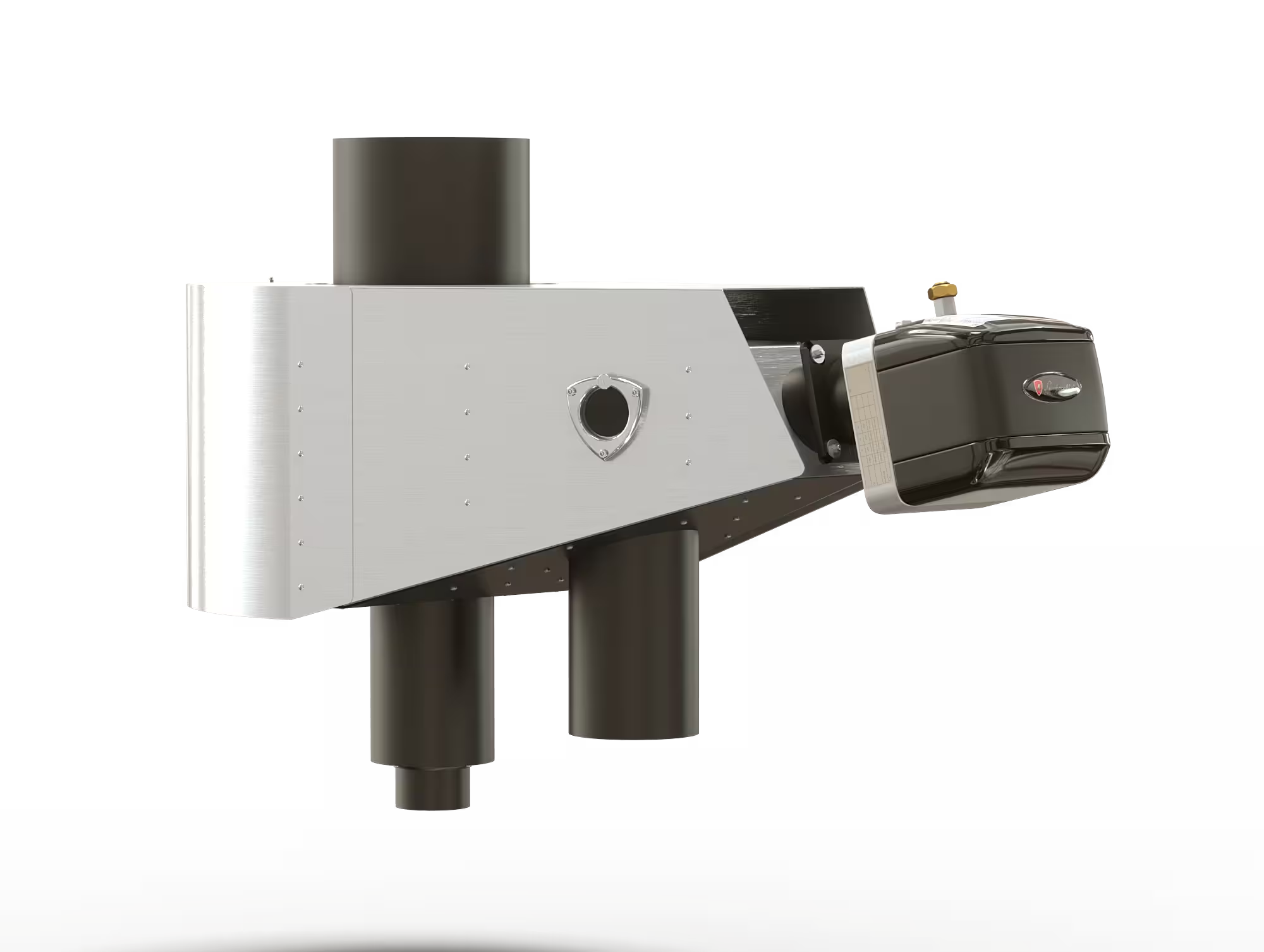
Despite its heavy-duty capacity, the Industrial Afterburner is designed with a Footprint Saver philosophy. By mounting directly above the chaff collector or within the existing exhaust line, it minimizes the use of expensive factory floor space, allowing for a more streamlined and efficient production floor layout.
Industrial roasting involves extreme temperatures and high rates of oxidation. This Afterburner is constructed from premium, heavy-duty materials designed for longevity in 24/7 environments. The unit features advanced shielding for superior heat dispersion, keeping the surrounding work area cool and safe for operators.
To minimize downtime in an industrial setting, the afterburner features a flanged chamber design. This allows maintenance teams to gain quick, unhindered access to the internal components for periodic inspections and cleaning without the need to dismantle complex industrial ductwork or heavy piping.
Meet and exceed local environmental regulations by emitting zero visible smoke and significantly reducing your carbon and nitrogen oxide footprint.
Eliminate the massive annual expense of professional duct cleaning and reduce the infrastructure costs of complex, long-distance chimney systems.
Protect your building and your staff from the "silent threat" of duct fires by keeping your exhaust lines free of volatile oils and organic residue.
Keep your roasting environment pristine. By treating pollution externally, you ensure that only clean, fresh air interacts with your coffee beans.


Electrical Specifications
220-240VAC | 50/60Hz | 300W
Dimensions
103W x 114D x 52H cm (41" x 45" x 20")
Exhaust Diameter
258mm (10")
Weight
90Kg (198 lb)
Materials
Carbon steel | Stainless steel | Aluminum | Ceramic insulation up to 1200°C
Does the unit require a separate gas line?
Yes, the afterburner utilizes its own dedicated, CE-approved burner to maintain the precise temperatures needed for thermal oxidation, separate from the roaster’s main burner.
How much height clearance is required?
Because it sits above the chaff collector to save floor space, height is the primary consideration. We provide detailed CAD drawings to ensure the unit fits perfectly within your facility’s ceiling height, and can make special requests adjustments.
Which roasters are compatible with this afterburner
We produce this Industrial afterburner for the Ghibli R90, our largest, industrial model.
Is the R90 Afterburner capable of 24/7 operation?
Yes. The industrial model is built with heavy-duty materials specifically selected to withstand the continuous thermal stress and oxidation inherent in high-volume, multi-shift production.
How does it handle the smoke from 90kg batches?
The direct-fired thermal oxidation process is scaled precisely for the R90’s output, ensuring that even during the most smoke-intensive stages of a dark roast, all particulates and oils are fully incinerated.
Will this help me meet local air quality standards?
Absolutely. Our technology is designed to significantly lower NOx and Carbon Monoxide levels, helping industrial facilities comply with stringent municipal environmental codes and zero smoke zones.
How do I monitor the system during a roast?
The unit includes a large, heat-resistant inspection lens that allows operators to monitor the flame stability and combustion process safely from the floor level.
What is the primary maintenance requirement?
Thanks to the flanged chamber, maintenance is simplified. Beyond periodic inspections for carbon buildup and burner calibration, the unit is designed to be largely self-sustaining due to the high-temperature cleaning effect of the burner.
Does it reduce the risk of duct fires?
Significantly. By incinerating vaporized oils and organic dust at the source, the afterburner prevents flammable residue from accumulating in your primary ductwork, removing the most common cause of industrial roastery fires.