Elevate your roasting facility with the Ghibli Line Afterburners — meticulously engineered to neutralize emissions from both the roasting drum and the cooling group simultaneously. By combining advanced thermodynamics with a compact, fullflow design, we provide a sustainable solution that protects the planet while drastically reducing your maintenance costs and fire risks.
Unlike most afterburners on the market that only treat smoke from the roasting drum, our system is engineered to simultaneously capture emissions from both the roasting drum and the cooling group. By funneling both sources into a single treatment chamber, we ensure zero smoke is released into the atmosphere, while the unified single-duct output simplifies your facility’s installation and long-term maintenance.
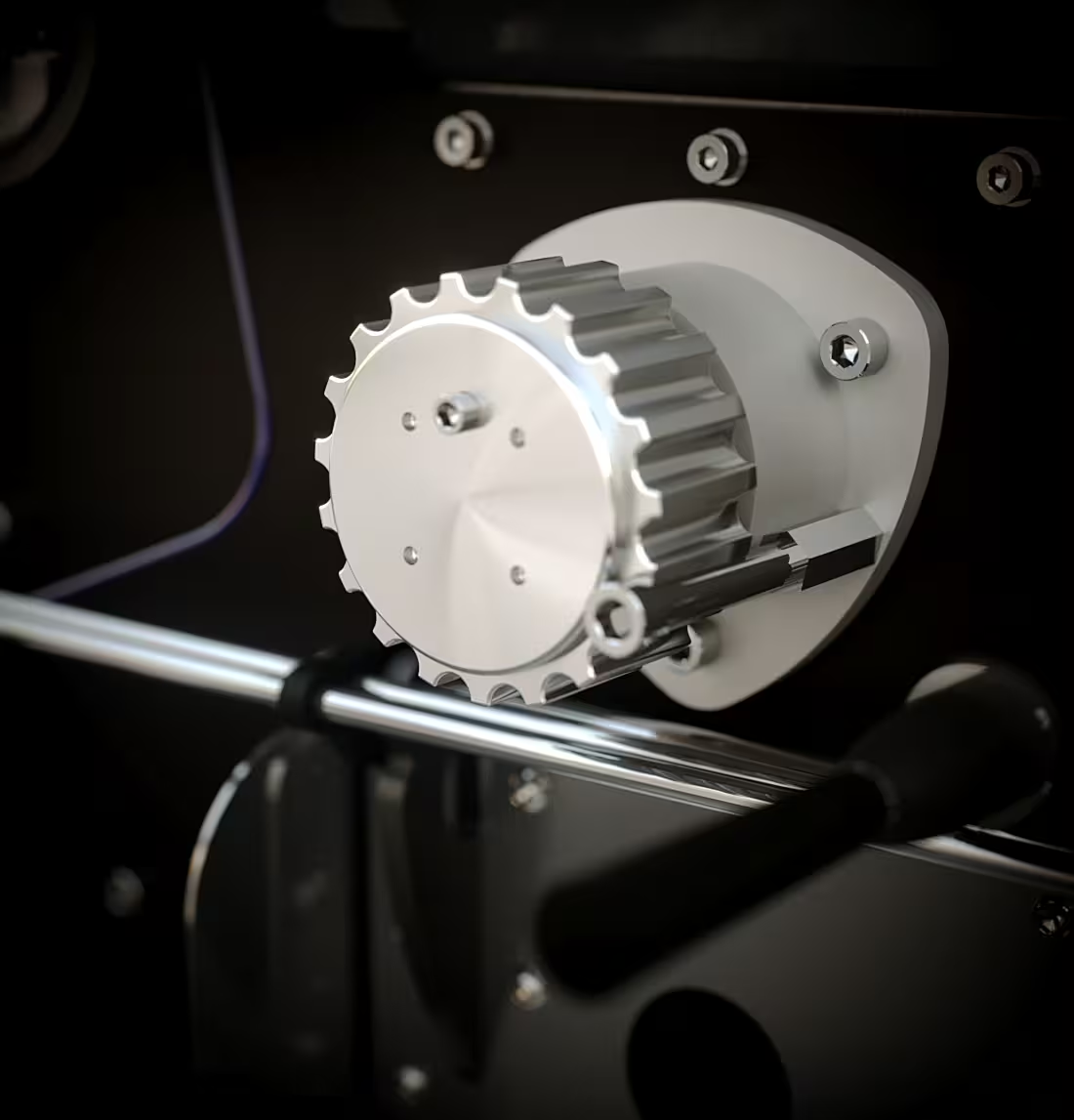
Precision roasting requires total control over airflow. Our proprietary "Fullflow" design is meticulously calculated to ensure the afterburner adds no resistance to the machine’s aspiration capability. This allows your roaster to maintain its original thermodynamic profiles, ensuring that the filtration process never interferes with the delicate balance of air pressure and heat transfer inside the drum.
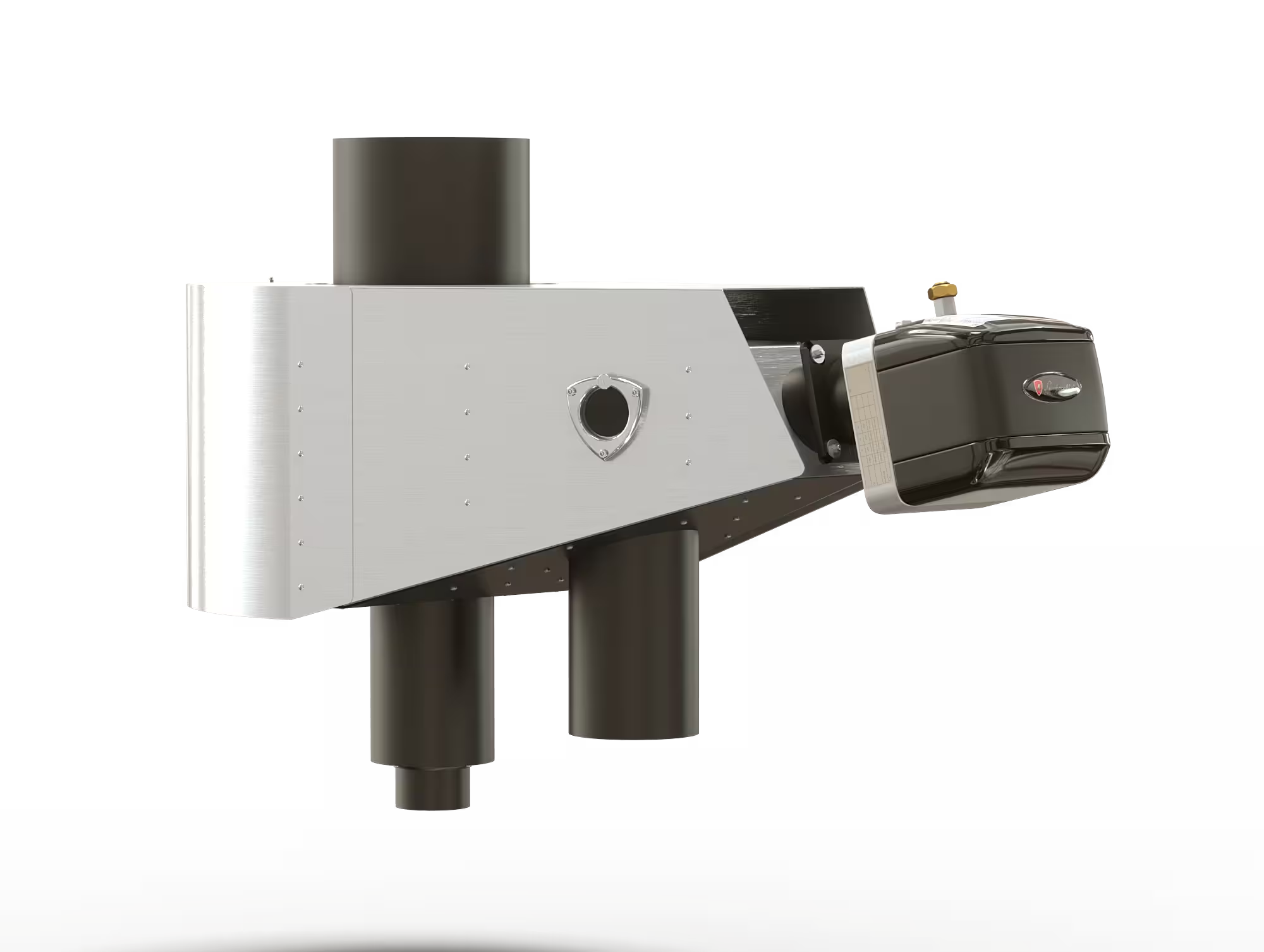
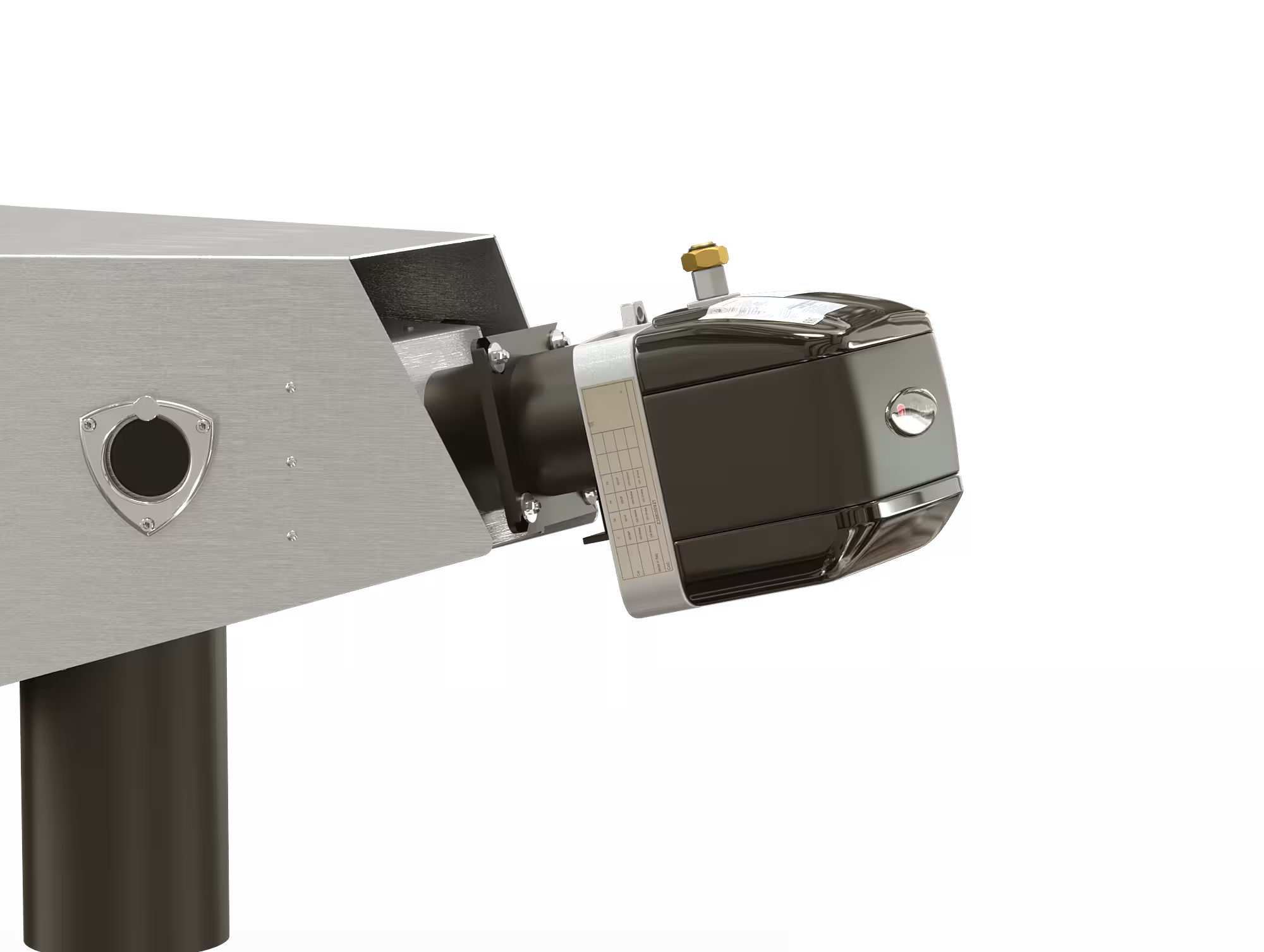
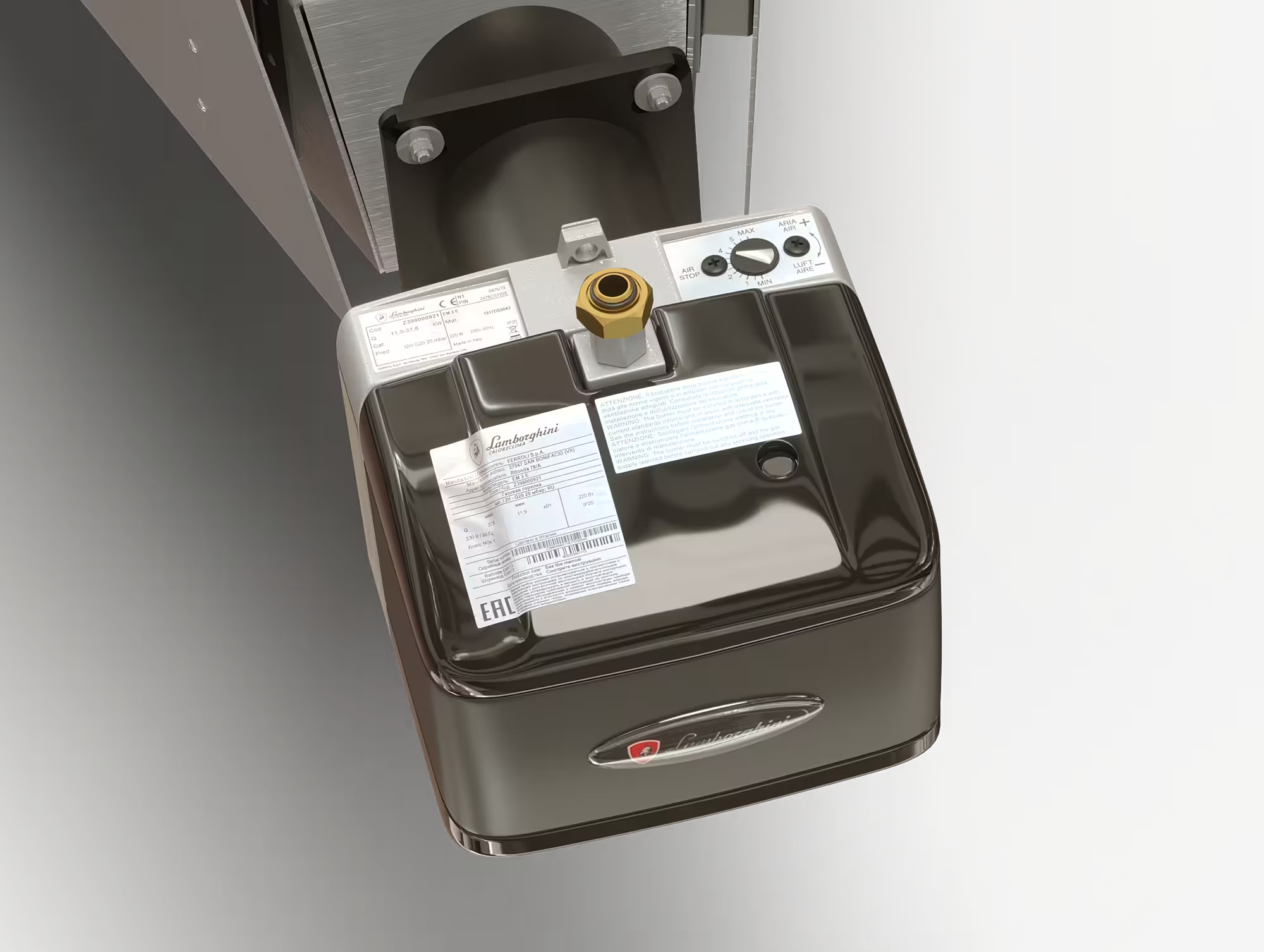
At the heart of the unit is a safe, stable, and CE-approved gas burner designed for maximum performance with minimal fuel consumption. By maintaining precise, high-intensity temperatures, the unit effectively incinerates volatile organic compounds (VOCs), Carbon Monoxide (CO), and Nitrogen Oxides (NOx), transforming hazardous roasting byproducts into clean, invisible exhaust.
We understand that floor space is at a premium in any roastery. Our afterburners are designed to be installed directly above the exhaust of the chaff collector. This vertical integration means the equipment occupies the exact same footprint as your roasting machine, providing a powerful pollution solution without requiring you to reorganize your workspace or sacrifice floor area.
Built to endure years of service under extreme conditions, our units are constructed from high-grade materials specifically chosen to resist oxidation at high temperatures. The exterior is fully shielded for superior heat dispersion, ensuring a safer working environment, while a large integrated inspection lens allows operators to monitor the flame and combustion process safely in real-time.
While our afterburners are built for longevity, we believe maintenance should be straightforward. The main chamber features a flanged design that provides easy, direct access to the internal components. This allows for thorough periodic inspections and servicing without the need to dismantle the entire chimney or ducting system, saving you time and reducing operational downtime.
Meet and exceed local environmental regulations by emitting zero visible smoke and significantly reducing your carbon and nitrogen oxide footprint.
Eliminate the massive annual expense of professional duct cleaning and reduce the infrastructure costs of complex, long-distance chimney systems.
Protect your building and your staff from the "silent threat" of duct fires by keeping your exhaust lines free of volatile oils and organic residue.
Keep your roasting environment pristine. By treating pollution externally, you ensure that only clean, fresh air interacts with your coffee beans.


Electrical Specifications
220-240VAC | 50/60Hz | 300W
Dimensions
64W x 134D x 420H cm (25" x 53" x 17")
Exhaust Diameter
258mm (10")
Weight
90Kg (198 lb)
Materials
Carbon steel | Stainless steel | Aluminum | Ceramic insulation up to 1200°C
Which roasters are compatible with this afterburner
We produce this afterburner for our 7kg, 15kg, and 30kg roasters. From small commercial units to industrial roasting size.
Will it take up extra room in my roastery?
No. Our Footprint saving design places the afterburner directly above the chaff collector, utilizing vertical space instead of valuable floor real estate.
Does it require a complex chimney setup?
Actually, it often simplifies it. Because the output is smoke-free, you can frequently use shorter ducts and a single exhaust line for both roasting and cooling.
What exactly does the afterburner eliminate?
It effectively neutralizes steam, vaporized oils, organic dust, ash, and harmful gases such as CO, NOx, and SOx.
Does it affect the flavor of my coffee?
By being a separate unit located after the cyclone, it ensures your beans are roasted with fresh air and a clean flame, rather than recirculated, polluted air.
Is it energy efficient?
Yes. Our R&D focuses on Efficient Gas Consumption, ensuring the burner only uses the precise amount of energy needed to reach the required oxidation temperature.
How does this reduce fire risk?
By incinerating oils and dust before they enter the ductwork, it prevents the buildup of flammable creosote, which is the leading cause of roastery fires.
Do I still need to clean my ducts?
While periodic inspections are required by law and safety standards, the afterburner drastically reduces the build up when professional deep-cleaning of the chimneys.
Is the unit built for continuous industrial use?
Absolutely. It is constructed with high-grade materials specifically chosen to resist the high oxidation levels associated with extreme roasting temperatures.